Odor Reduction Masterbatch for Recycled PP/PE: A Technical Guide
Recycled PP/PE has moved from “cost-saver” to “strategic feedstock” across packaging, consumer durables, automotive, and infrastructure. But one issue still blocks wider adoption and higher-value applications: odor. Odor is not just an aesthetic problem—it signals volatile contamination, process instability, and often brand risk.
This technical guide explains:
What causes odor in recycled PP/PE
How odor reduction masterbatches actually work (mechanisms)
Selection criteria, dosing logic, and processing considerations
How to validate performance and avoid common pitfalls
Procurement checklist for decision makers

1) Why recycled PP/PE smells: the real sources of odor
Odor in rPP/rPE is typically a mix of:
1.Residual organics
from previous use (food oils, detergents, cosmetics, agrochemicals).
2. Degradation products
formed during multiple thermal histories.
3.Additive residues
and their breakdown (slip agents, antioxidants, plasticizers—depending on original stream).
4. Contaminant polymers
(EVA, PA, PVC traces) that alter degradation pathways and generate off-notes.
5. Microbial metabolites
when collection/storage was wet/dirty (common in post-consumer streams).
6. Mineral oil/ink/adhesive fractions
from labels and printing systems.
Typical odor chemistry in recycled PP/PE
Odor is largely driven by low-molecular-weight VOCs and SVOCs including:
Aldehydes (hexanal, nonanal) → “rancid/fatty”
Ketones → “solvent-like”
Organic acids → “sour”
Sulfur/nitrogen compounds (trace but powerful) → “garlic/rotten”
Aromatics from inks/adhesives → “chemical/paint”
The key point: odor is not one molecule, so no single solution works universally. A good odor reduction masterbatch is built to address multiple odor families under real processing conditions.
2) Odor reduction masterbatch: what it is (and what it isn’t)
Odor reduction masterbatch (ORMB) is an additive concentrate designed to:
Adsorb odor-causing molecules (physical capture),
Neutralize/react with specific VOC families (chemical binding),
Stabilize polymer melt to reduce formation of new odor during processing,
Sometimes improve purge/venting efficiency by altering melt dynamics (depends on formulation).
It is not a perfume. Fragrance masking is risky for B2B applications because it:
can migrate, interfere with product smell profile, and
often fails under heat or over time (odor “returns”).
A proper ORMB targets the root cause and aims for odor suppression stability across:
extrusion,
storage/aging,
end-use thermal exposure.

3) Core mechanisms used in odor reduction masterbatch (deep technical)
A) Adsorption (porous scavengers)
The most common backbone is high surface area adsorbents (engineered mineral/porous systems). They work by:
physisorption of VOCs into micro/mesopores
weak interactions (Van der Waals, dipole interactions)
Strengths
Broad-spectrum capture across many VOC types
Often stable at typical PP/PE processing temperatures
Limitations
Capacity is finite: once sites are saturated, performance plateaus
Some odor molecules (very small/highly volatile) can desorb over time, especially at elevated temperatures
Moisture or oils in the recyclate can “occupy” pore volume, reducing effectiveness
B) Chemical neutralization (reactive scavenging)
Certain formulations incorporate reactive functionalities that bind odorants:
Aldehyde scavenging (e.g., binding carbonyl groups)
Acid neutralization
Sulfur compound capture
Strengths
High efficiency for target classes (especially aldehydes responsible for “rancid” notes)
Better long-term odor stability vs adsorption alone
Limitations
Reaction kinetics depend on temperature, residence time, mixing, moisture
Over-dosing reactive systems can impact color or cause gel formation if chemistry isn’t well controlled (depends on supplier formulation)
C) Melt stabilization (preventing new odor generation)
Recycled PP/PE often contains hydroperoxides and weak links. Under heat/shear, these generate fresh VOCs.
So high-performance ORMBs may include a stabilization package:
Antioxidant synergy to reduce oxidation byproducts
Acid scavengers to reduce catalytic degradation
Metal deactivators in certain contamination cases
Why this matters:
Many plants see “odor reduction” in lab trials but lose it on the line because the odor is being created during reprocessing. Stabilization reduces that “in-process odor formation” component.
D) Process-assist effects (secondary)
Some systems improve odor removal indirectly:
lower melt viscosity at same output → better devolatilization efficiency
improved dispersion → better contact between scavenger and odorants
This is secondary, but in marginal cases it can make the difference.

4) Practical selection: match the ORMB to your recyclate reality
A procurement mistake is buying a “generic odor masterbatch” without identifying the dominant odor family.
Step 1: Identify your recyclate stream
PCR (post-consumer):
mixed sources, higher organics, inks/adhesives, greater variability
PIR (post-industrial):
cleaner, more consistent, odor tends to be processing-related rather than contamination-related
PP vs PE:
rPP can generate distinct oxidation VOCs depending on history.
rPE (especially LDPE film) often carries detergent/fragrance residues + inks/adhesives.
Step 2: Determine the odor profile at three stages
Measure smell at:
incoming flakes/pellets (raw odor burden)
during extrusion (process-generated odor)
finished part/film after 24–72 hours (odor rebound check)
Odor rebound is common when VOCs trapped in the polymer slowly diffuse out.
Step 3: Choose a mechanism mix
High contamination + broad odor → adsorption + stabilization
Strong rancid notes (aldehydes) → chemical scavenging emphasis
High processing smell → stabilization + venting optimization, then ORMB
Film recyclate with inks/adhesives → broad-spectrum adsorbent + specific aromatic capture
5) Dosing strategy: don’t guess—build a “capacity model”
Odor reduction is not linear with dosage indefinitely. Typical patterns:
Low dose: noticeable improvement
Mid dose: strong improvement
High dose: plateau (adsorbent saturated / dispersion limits)
Practical dosing ranges (industry-typical)
Most ORMBs are applied in the 0.5% to 3.0% range depending on:
odor intensity,
required odor specification,
final application sensitivity,
extrusion degassing capability,
recyclate contamination level.
How to rationalize dose:
Start with a screening at 0.5%, 1.0%, 2.0%
Measure odor immediately and after aging
Optimize by balancing:
performance,
mechanical properties,
color/appearance,
cost per kg of finished compound.
6) Processing considerations: where odor reduction succeeds or fails
A) Dispersion quality is everything
Scavengers must contact odorants. Poor dispersion = wasted additive.
Recommendations
Use masterbatch carrier compatible with your base polymer: PP carrier for PP, PE carrier for PE.
Ensure sufficient shear/mixing:
mixing section in screw,
adequate back pressure,
stable melt temperature.
B) Devolatilization and venting
If your line has vacuum venting/devolatilization, ORMB performance can improve significantly.
Vacuum vent helps remove free VOCs.
ORMB helps capture remaining VOCs and reduce rebound.
If there is no venting, ORMB becomes the primary lever, but you may need higher dosing and better stabilizer support.
C) Temperature window
Too high melt temperatures can:
generate more VOCs (oxidation),
reduce adsorption efficiency for very volatile components (more likely to escape before capture),
accelerate desorption later (“odor rebound”).
Run as low as feasible while maintaining output and melt quality.
D) Moisture and organics
Wet flakes, residual oils, surfactants:
compete for adsorption sites,
carry odorants into the melt,
increase hydrolysis/oxidation risk in certain contamination mixes.
Pre-drying and improved washing can reduce required ORMB dose dramatically.
7) Testing & validation: what decision makers should ask for
A) Sensory evaluation (still essential)
Use a structured panel and consistent method:
same container volume,
same sample mass,
same conditioning time/temperature.
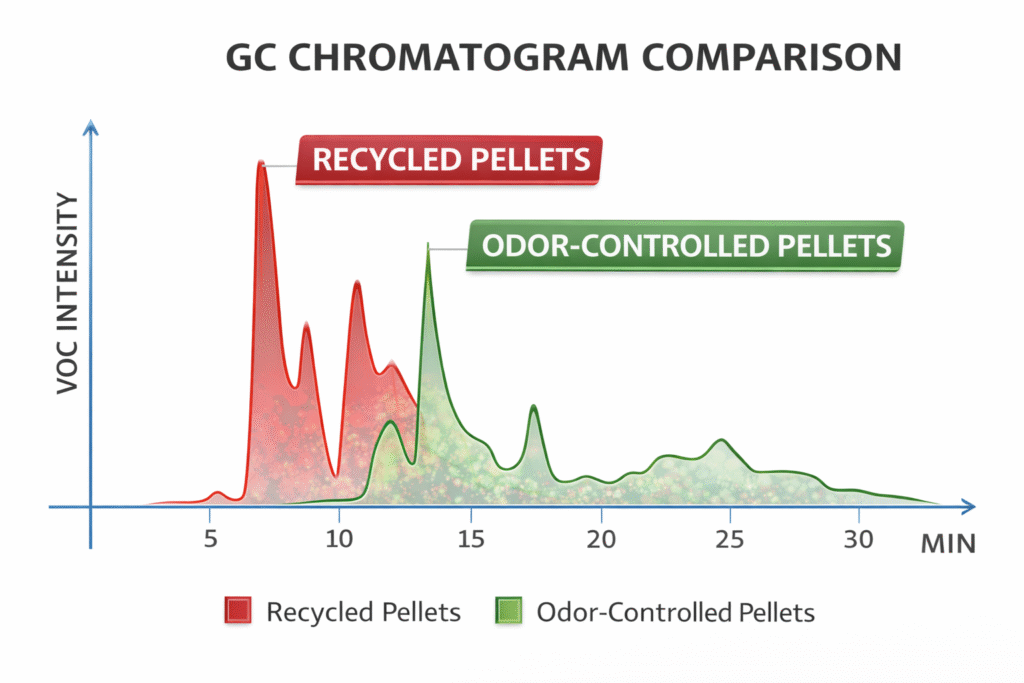
B) Instrumental VOC analysis (for high-stakes applications)
For critical packaging/consumer applications, ask suppliers or labs for:
headspace VOC profiling (GC-based methods)
total VOC trend before/after additive
specific marker reduction (e.g., aldehydes)
C) Odor rebound / aging protocol
Always test after:
24 hours,
72 hours,
7 days (if your product sits in warehouse).
Many compounds “pass day-0” and fail later.
D) Mechanical & optical side effects
Depending on formulation and loading, check:
tensile/impact (especially for thin films),
ESCR (for PE containers),
haze/gloss (for films),
color shift (ΔE),
filter pressure / screen pack change frequency (fines can influence).

8) Common pitfalls (and how to prevent them)
Pitfall 1: Trying to solve a washing problem with additives
- If contamination is high (oily PCR), ORMB cost can explode. Fix upstream washing/filtration first.
Pitfall 2: Using incompatible carrier
PP ORMB in PE (or vice versa) can reduce dispersion and cause defects.
Pitfall 3: No odor rebound testing
“Smells fine after extrusion” is not a spec. Demand aged odor stability.
Pitfall 4: Overdosing adsorbents
You can hit plateaus, increase melt fracture risk in some setups, or increase filtration load. Optimize, don’t maximize.
Pitfall 5: Ignoring processing-generated odor
If oxidation during extrusion is the main source, you need stabilization + process control, not only adsorption.
9) Procurement checklist: what to ask suppliers before buying
For purchase managers and decision makers, ask for:
Recommended dose range per application (and what drives changes).
Mechanism description: adsorption, reactive scavenging, stabilization—what is it optimized for?
Carrier resin and MFI compatibility with your processing.
Thermal stability window (typical processing temperatures).
Impact on filtration (screen pack life, pressure rise tendencies).
Regulatory suitability if relevant (food-contact, REACH, etc.—as applicable to your market).
Performance data with odor rebound (not only day-0 results).
Recommended process conditions (venting, temp limits, residence time).
Storage stability of masterbatch and handling guidelines.
Trial support: sampling plan, QC method, acceptance criteria.
10) Where odor reduction masterbatch delivers the highest ROI
ORMB is most valuable when it:
enables higher recycled content without compromising customer acceptance,
upgrades rPP/rPE into higher-margin segments (housewares, non-food packaging, durable goods),
reduces rejection/complaints due to odor variability,
stabilizes production for consistent sensory performance.
In other words: it is not a “nice-to-have additive.” For many recyclate-based product lines, it’s a market access tool.

Closing: a technical buying approach that works
If you treat odor reduction as a VOC management problem (not a perfume problem), you’ll select the right ORMB faster and control costs.
A robust implementation approach is:
classify recyclate stream + odor family,
decide if odor is primarily incoming vs process-generated,
trial 0.5/1.0/2.0% with rebound testing,
lock SOP conditions (temperature, venting, mixing),
standardize QC via panel method + periodic VOC profiling.
About Bajaj Plast Pvt. Ltd.
Bajaj Plast Pvt. Ltd. is a leading manufacturer of high-quality masterbatch solutions, dedicated to innovation, sustainability, and excellence. With a strong focus on customer satisfaction and cutting-edge technology, we are committed to delivering superior products that meet the evolving needs of the polymer industry.

