Twin-Screw and Single-Screw Extrusion Compared in Masterbatch Manufacturing
Introduction
For masterbatch buyers, the type of extruder used during production is rarely mentioned in technical documentation. However, it can have a major influence on pigment dispersion, batch consistency, processing behaviour, and let-down performance in the final application.
Two masterbatches with the same stated pigment concentration may perform very differently during production if one is manufactured on a single-screw extruder and the other on a twin-screw system. The difference lies in how effectively the equipment mixes, disperses, melts, and distributes pigments or additives throughout the carrier resin.
This article compares the mechanical operation, flow behaviour, processing capability, and economic considerations of single-screw and twin-screw extrusion in masterbatch manufacturing. It also provides buyers, procurement teams, and plastic converters with a practical approach to evaluating suppliers based on production technology, quality consistency, and application performance—not merely the price per kilogram.
Understanding the Main Mechanical Distinction
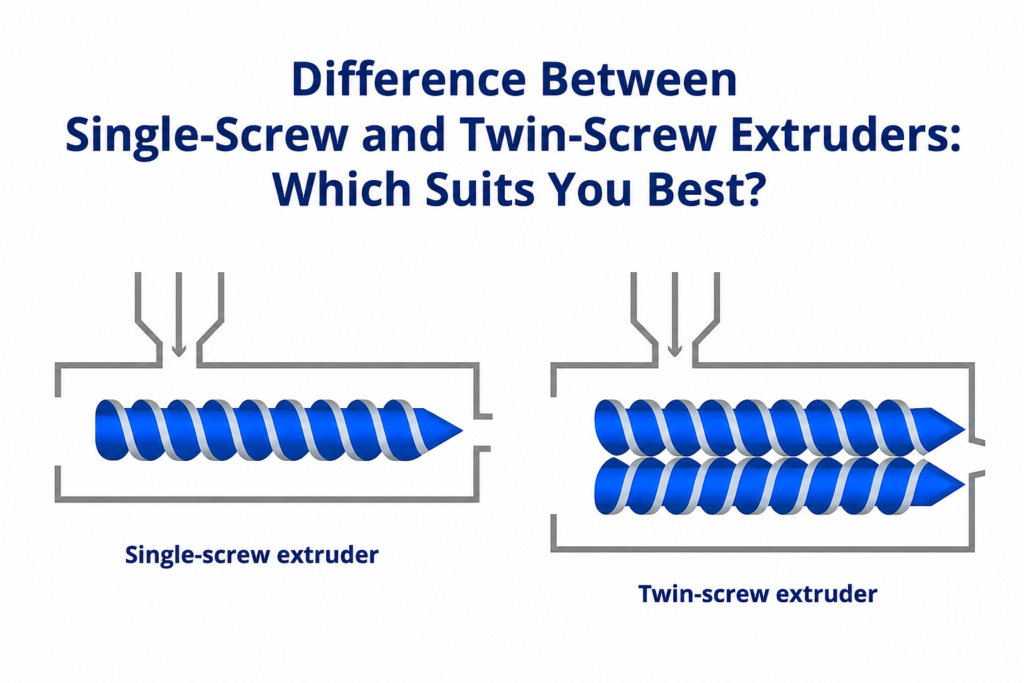
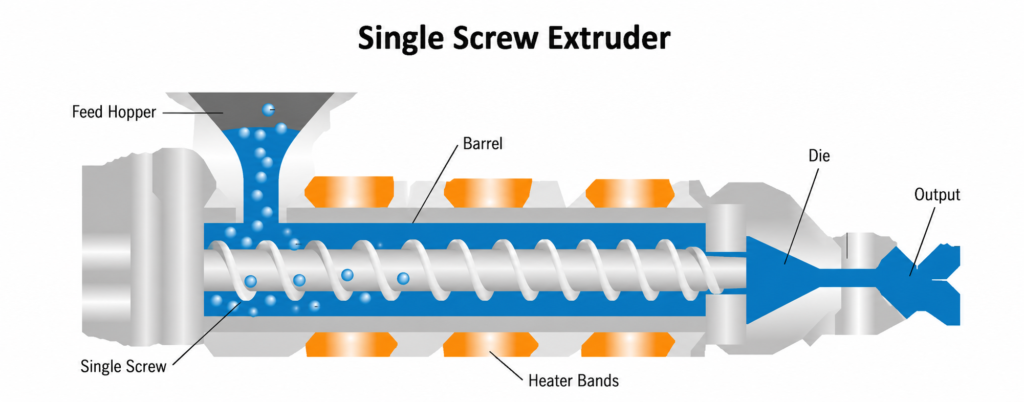
Single-Screw Extrusion: Drag-Flow Conveying
A single-screw extruder moves material mainly through drag flow. As the screw rotates inside the fixed barrel, friction between the polymer and the barrel surface, together with the screw’s helical design, carries the resin forward. Melting takes place gradually through the conventional feed, compression, and metering zones, using heat from the barrel along with shear generated inside the screw channel.
In this type of extruder, mixing occurs largely as a result of the conveying process. The flow is mainly laminar and distributive, meaning the material is divided, stretched, and rearranged, but the machine has limited ability to break apart strongly bonded pigment or additive agglomerates.
Additional components such as Maddock or Egan mixers, pin mixers, and fluted mixing sections can improve dispersive action. However, these features remain additions to a system primarily designed for conveying, rather than a separate mixing stage that can be independently controlled and optimized.
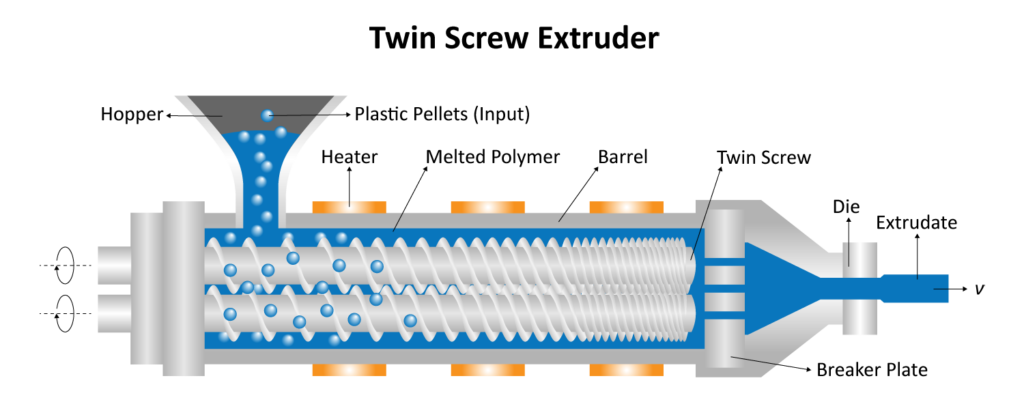
Twin-Screw Extrusion: Positive Displacement and Modular Kinematics
Twin-screw extruders used in masterbatch compounding are generally co-rotating and fully intermeshing. Unlike single-screw machines, they use two parallel screws rotating in the same direction inside a figure-eight-shaped barrel. The flights of each screw continuously clean and wipe material from the other screw’s channels, creating an efficient self-wiping action.
This design provides controlled, near-positive-displacement conveying. As a result, material output is less dependent on screw speed and back pressure than in a conventional single-screw extruder, allowing greater control over feeding, mixing, and throughput.
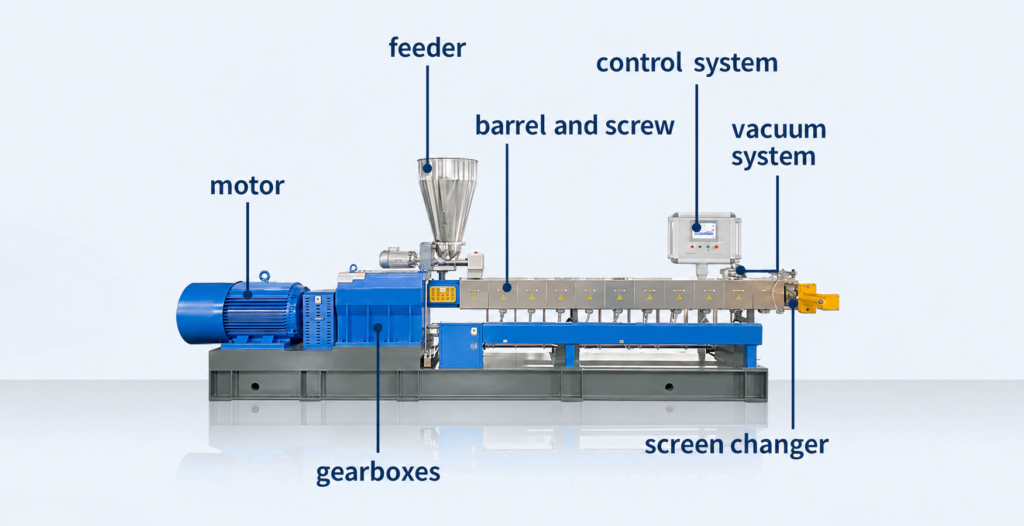
Another major advantage is the modular construction of twin-screw systems. Conveying elements can be arranged to move material forward, while kneading and mixing elements can be positioned in selected zones to generate the required shear and dispersion. The geometry, length, and stagger angle of these elements can be adjusted independently according to the formulation.
Twin-screw barrels can also include multiple processing openings, such as:
Side feeders for pigments, minerals, and solid fillers
Downstream injection ports for oils, plasticizers, and liquid colours
Atmospheric or vacuum vents for moisture and volatile removal
These features allow feeding, melting, mixing, dispersion, additive incorporation, and devolatilization to be completed efficiently in a single processing pass.
Dispersion and Distribution: Key Factors Defining Masterbatch Quality
This represents the most important technical distinction between the two systems and explains why many masterbatch manufacturers—especially producers of colour concentrates—prefer twin-screw compounding technology.
Pigments do not normally enter the compounding process as separate, uniformly dispersed particles. Instead, they are present as clusters or agglomerates with different levels of bonding strength. This is especially common with organic pigments, carbon black, and surface-treated titanium dioxide (TiO₂). To break these agglomerates apart and distribute the pigment evenly throughout the polymer matrix, two separate mixing mechanisms are required:
Dispersive mixing
High local shear and elongational stress that physically breaks agglomerates down toward primary particle size
Distributive mixing
Repositioning of already-separated particles so they are spread homogeneously through the polymer matrix.
In a single-screw extruder, conveying, melting, and mixing are all driven by the same basic screw action. This makes it difficult to create the precise, localized shear required to break down pigment agglomerates without also exposing the entire polymer melt to excessive shear or heat. The limitation becomes more noticeable in highly concentrated formulations, such as PE- or PP-based colour masterbatches containing 60–80% pigment, white masterbatches with 50–70% titanium dioxide (TiO₂), and carbon black masterbatches with loadings above 30–40%. Under these conditions, single-screw processing may result in a higher occurrence of:
Visible pigment specks and uneven colour streaks in the finished product
Lower tinting strength than expected from the stated pigment concentration
Inconsistent shade development at different let-down ratios
Fisheye defects caused by unmelted, poorly dispersed, or insufficiently wetted masterbatch particles
Twin-screw kneading elements allow manufacturers to control shear intensity separately from production output and material residence time. This control is achieved by adjusting factors such as disc width, stagger angle, element geometry, and the sequence of conveying and mixing sections, rather than depending only on screw speed.
This flexibility is the main mechanical reason twin-screw extruders can produce finer and more consistent pigment dispersion at commercially practical throughput levels. It also explains why established masterbatch manufacturers generally prefer twin-screw compounding for pigments such as carbon black, organic pigments, and titanium dioxide that form strongly bonded agglomerates.
Residence Time Control and Thermal Stability
Residence Time Distribution (RTD) — how long different fluid elements actually spend inside the extruder — is narrower and more controllable in twin-screw systems due to the positive-displacement conveying mechanism. Single-screw RTD is comparatively broad, with a long tail caused by recirculation near screw roots and barrel walls.
A broad RTD with localized hot spots is a measurable risk for:
Heat-sensitive organic pigments that may change shade, lose colour strength, or sublime when exposed to excessive processing temperatures
Bio-based and biodegradable carrier resins, including PLA and PHA blends, which require careful control within narrow processing-temperature ranges
Functional additives such as UV stabilizers, antioxidants, and flame retardants that may deteriorate, evaporate, or lose effectiveness during prolonged heat exposure
Twin-screw extruders generally offer better thermal control because their modular barrel zones can be adjusted independently and their residence-time distribution is more uniform. This creates a more stable processing environment, which is especially important when the formulation contains heat-sensitive pigments, polymers, or functional additives.
Feeding Flexibility and Multi-Component Formulations
Modern masterbatch — particularly additive masterbatch and filler masterbatch — is rarely a simple two-component pigment/carrier system. Functional masterbatches commonly combine multiple solid fillers, liquid additives, and carrier resin in a single formulation.
| Capability | Single-Screw | Twin-Screw |
|---|---|---|
| Single hopper, pre-blended feed | Standard | Possible, but underuses the platform |
| In-line side feeding of fillers (CaCO₃, talc, glass fiber) | Not practical | Standard via gravimetric side feeders |
| Downstream liquid injection (oils, liquid color, plasticizers) | Limited | Standard, multiple ports available |
| In-line devolatilization (moisture, VOCs) | Limited | Atmospheric/vacuum venting zones available |
| Independent shear tuning via modular elements | No | Yes |
Single-screw extrusion lines generally require all formulation components to be pre-mixed or pre-compounded before entering through a single feeding point. This transfers much of the formulation variability to an additional blending stage, which can be more difficult to monitor and control consistently.
Twin-screw systems, in contrast, allow pigments, fillers, polymers, liquids, and functional additives to be introduced at carefully selected locations along the barrel. Adding each ingredient at the most suitable processing stage improves mixing control, reduces formulation variability, and delivers greater quality and batch-to-batch consistency in complex masterbatch formulations.
Throughput, Specific Energy Consumption, and Process Economics
| Parameter | Single-Screw | Twin-Screw |
|---|---|---|
| Typical L/D ratio | 24:1–32:1 | 28:1–44:1 |
| Screw speed range | Lower (commonly tens to ~150 rpm) | Higher (commonly several hundred to >1,000 rpm) |
| Throughput scalability | Diminishing dispersion quality as throughput increases | More throughput-independent dispersion quality |
| Capital cost | Lower | Higher (often 1.5–3x for comparable output) |
| Footprint per unit output | Larger | Smaller (more compact for equivalent capacity) |
| Maintenance/wear part cost | Lower complexity, lower cost | Higher complexity (modular elements, gearbox), higher cost |
| Specific energy consumption (SEC) | Variable, throughput-dependent | More stable across operating range |
For procurement teams, specific energy consumption, measured in kWh/kg, is a valuable performance indicator to request from masterbatch suppliers. It provides a clearer picture of processing efficiency than production output alone. Consistent differences in energy use may also reveal the quality of screw design, equipment condition, and maintenance practices—not simply whether the line uses single- or twin-screw technology.
Twin-screw extruders involve higher initial investment and maintenance costs, but these expenses are often balanced by important production advantages. These include lower rejection and rework rates, more accurate colour matching with tighter Delta E control, and the ability to process higher pigment concentrations consistently.
For downstream buyers, these benefits can translate into more stable processing, fewer defects, reduced material waste, and a lower total cost of ownership, even when they are not immediately visible in the masterbatch price per kilogram.
Where Single-Screw Extrusion Still Makes Sense
Twin-screw is not universally superior for every application, and a blanket preference can lead to over-specifying:
Commodity, low-to-moderate pigment loading color masterbatch using well-pre-dispersed, easily wetting pigments
Simple additive masterbatches with additives that disperse readily and require no fine particle-size reduction
Converter-side letdown extrusion, where the converter is diluting an already well-dispersed masterbatch into virgin resin rather than compounding raw pigment — single-screw is the standard and appropriate choice here
Lower-volume or capital-constrained operations where simpler maintenance and lower capital outlay outweigh the dispersion ceiling
The difference is important: single-screw extrusion is typically well suited for blending or diluting masterbatch with the base polymer during final product manufacturing. Twin-screw extrusion, however, is generally preferred for producing the concentrated masterbatch itself, particularly when the formulation contains high levels of pigments, fillers, or functional additives.
A Decision Framework for Purchase Managers
| Your Priority | Favor Single-Screw Supplier | Favor Twin-Screw Supplier |
|---|---|---|
| High pigment loading (>50%) | — | ✔ |
| Multiple fillers/additives in one formulation | — | ✔ |
| Heat-sensitive pigments or bio-based carriers | — | ✔ |
| Tight color-match tolerance across lots | — | ✔ |
| Simple, standard color, low-to-mid loading | ✔ | — |
| Lowest unit price on simple formulations | ✔ | — |
| Need for liquid additive injection or devolatilization | — | ✔ |
Questions to Ask Your Masterbatch Supplier
A few targeted technical questions during supplier qualification will reveal more than a certificate of analysis alone:
Is this masterbatch manufactured using a single-screw or twin-screw extruder? In the case of a twin-screw system, does it use a co-rotating or counter-rotating design?
What screw layout is used for this particular pigment formulation, including the number, position, and type of kneading or mixing sections?
Which dispersion-testing method is used before batch approval, such as a micro-grind or Hegman gauge test, optical microscopy, or Filter Pressure Value (FPV) testing?
Can you share typical Delta E variation results from several production batches tested at our required let-down ratio?
What is the specific energy consumption, measured in kWh/kg, for this product line, and how does it compare with your other production equipment?
Conclusion
Single-screw and twin-screw extrusion should not be viewed merely as lower-cost and higher-cost versions of the same process. They are fundamentally different technologies, with distinct mixing behaviour, shear control, thermal management, and formulation capabilities.
Single-screw extrusion remains a practical and economical option for low-concentration colour masterbatches, straightforward formulations, and let-down processing at the converter’s production line. Twin-screw compounding is generally better suited to highly loaded pigment systems, complex additive combinations, heat-sensitive ingredients, and applications where strict colour consistency is essential for brand or quality compliance.
Although twin-screw processing may involve greater equipment and operating costs, it can provide better overall value by reducing production waste, reprocessing, colour variation, and customer complaints.
A dependable masterbatch supplier should clearly explain which extrusion technology is used for each product range and why it is appropriate for that formulation. Asking detailed questions about the manufacturing process before purchasing helps ensure that the selected masterbatch matches your processing conditions, quality standards, and final product requirements—before problems appear on the production floor.
About Bajaj Plast Pvt. Ltd.
Bajaj Plast Pvt. Ltd. is a leading manufacturer of high-quality masterbatch solutions, dedicated to innovation, sustainability, and excellence. With a strong focus on customer satisfaction and cutting-edge technology, we are committed to delivering superior products that meet the evolving needs of the polymer industry.

