
Injection Moulding

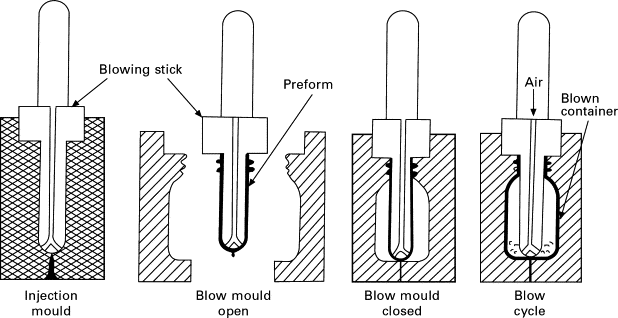
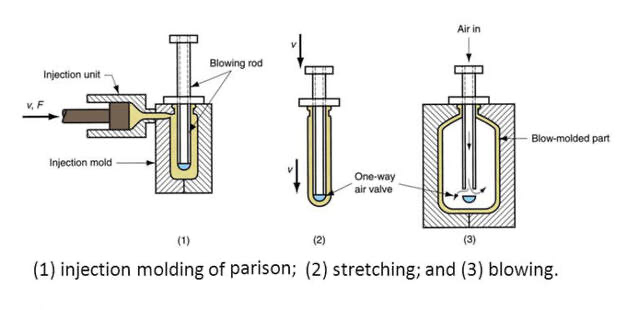
Blow Moulding

Blow Moulded Tank

Film Application

Pail Container Application

Extrusion Application

Woven Sack Application


Ability to handle complex part

Fast Production Rate

Enhanced Strength

Increases the tensile strength

High level of producivity

Low Costs
































